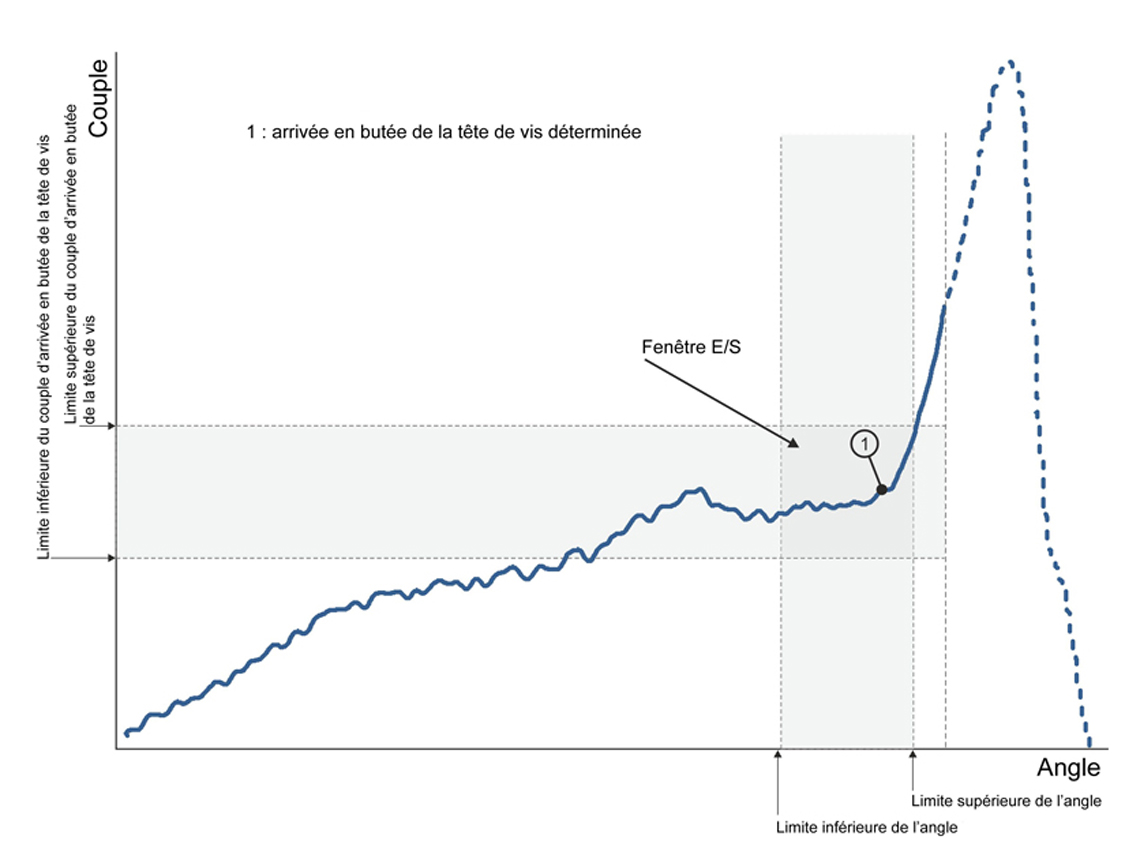
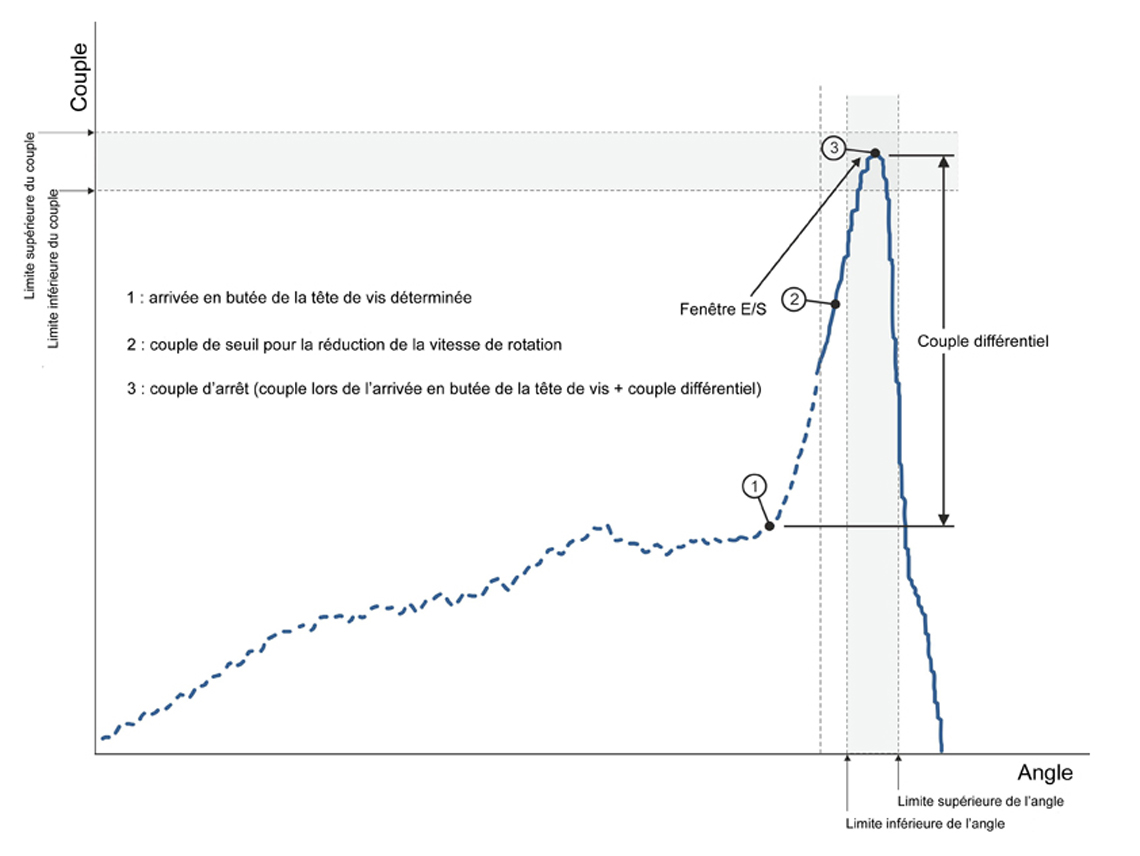
Le modèle de vissage "Reconnaissance de l'arrivée en butée de la tête de vis" en guise d'exemple d'une courbe de couple
Le critère utilisé pour l'interruption de l'étape de serrage est la limite supérieure de couple. La fenêtre E/S pour la détection de l'arrivée en butée de la tête de vis est optionnellement contrôlée par la limite inférieure/supérieure du couple d'arrivée en butée de la tête de vis et la limite inférieure/supérieure de l'angle. Les valeurs finales sont les valeurs de couple et d'angle enregistrées soit au moment de l'arrivée en butée de la tête de vis, soit à la fin de l'étape de vissage. Les valeurs finales du modèle de vissage "Détection de l'arrivée en butée de la tête de vis" constituent la référence pour l'étape de programme ultérieure.