Vissage par la méthode du coefficient de frottement : sécurité des processus pour les raccords vissés
La fiabilité de la prétension est essentielle pour visser ensemble des éléments. On applique en général le « vissage à un couple prédéfini » car cette stratégie donne des résultats de bonne qualité reproductibles.
Défis de l’utilisation de vis autotaraudeuses et autoforeuses
Le recours à des vis autotaraudeuses et autoforeuses peut cependant engendrer des variations de qualité des pièces. Les variations peuvent provenir de divers facteurs : modifications de la géométrie des vis et/ou forages, de la structure du matériau de la pièce, caractéristiques de surface variables du filet de vis ou du carottage, éléments à ressort et tassements. Ces variations impliquent des couples de vissage variables lors du processus de façonnage ou de découpage, ce qui peut aussi avoir des conséquences fâcheuses.
Les conséquences indésirables peuvent prendre la forme de dégradations de la vis ou d’un élément de la vis (rupture), de raccords vissés ratés (perte de la prétension) ou d’une tête de vis non atteinte.
Méthode du coefficient de frottement : une solution pour les valeurs de couple fluctuantes
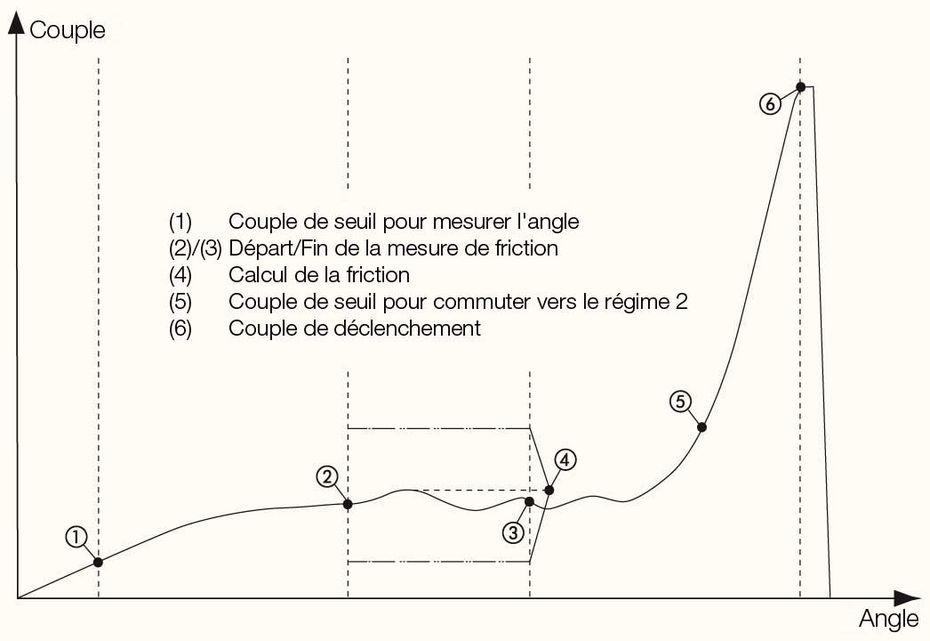
Pour relever ces défis, la méthode du coefficient de frottement apporte une solution. À l’insertion, les couples de vissage appliqués lors du processus de façonnage ou de découpage sont pris dans une plage angulaire paramétrable, et une valeur moyenne (= coefficient de frottement) est calculée. Le coefficient de frottement permet de déterminer un couple différentiel à appliquer encore au serrage au-delà d’un couple seuil. Le couple de déconnexion équivaut à la somme du coefficient de frottement et du couple différentiel.
Cette méthode a l’avantage que la prétension requise peut être appliquée sans compromettre la fiabilité des processus, même avec des valeurs de couple fluctuantes.
Elle a l’inconvénient que les valeurs de serrage finales ne sont pas constantes en raison des coefficients de frottement variables. Il n’est donc pas possible d’évaluer la qualité de chaque vissage par les valeurs de serrage finales (p. ex. indice de capacité de la machine Cmk). Les autres grandeurs permettant d’évaluer la qualité sont la valeur du couple différentiel ou une valeur d’angle de rotation, mesurée entre le couple seuil et l’atteinte du couple de déconnexion.
Conclusion sur le vissage par la méthode du coefficient de frottement
La fiabilité de la prétension est essentielle dans les raccords vissés. Or, avec des vis autotaraudeuses et autoforeuses, la prétension peut être compromise par des valeurs de couple fluctuantes. La méthode du coefficient de frottement s’avère ingénieuse car elle permet de maintenir une prétension garantissant la sécurité des processus malgré les couples de vissage variables. Cependant, les valeurs de serrage finales ne sont pas constantes en raison des coefficients de frottement variables. Elles ne peuvent donc pas servir à évaluer la qualité de chaque vissage. On peut s’appuyer plutôt sur la valeur du couple différentiel ou sur une valeur d’angle de rotation pour évaluer la qualité. Dans l’ensemble, la méthode du coefficient de frottement contribue à augmenter la sécurité des processus et la qualité des raccords vissés.