Assemblages légers dans l’industrie automobile : les vis fluo-extrudeuses
La construction automobile opte aujourd’hui pour des matériaux légers dans la composition de la carrosserie au détriment de l’acier traditionnel, pour permettre une réduction des émissions de CO2 et un allongement des cycles de charge en mobilité électrique. Le choix du bon assemblage est ainsi un critère décisif dans la construction légère. Les vis fluo-extrudeuses ont trouvé leur marché et fait leurs preuves dans l’assemblage de carrosseries pour l’industrie automobile. AxNum offre au travers d’un système de vissage intelligent une solution pour répondre à vos exigences en matière d’assemblages légers.
Vis fluo-extrudeuses automatisées et pilotées
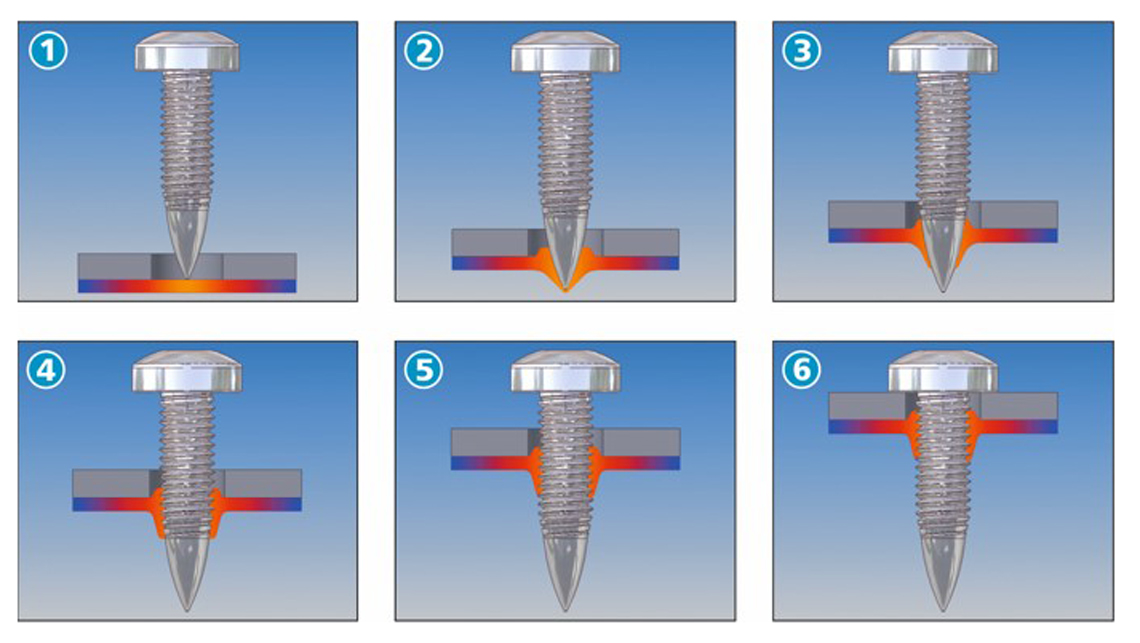
La pointe spécialement formée de la vis fluo-extrudeuse ou à fluoperçage génère un dégagement de chaleur au frottement extrêmement élevé causé par une importante pression d’appui et une grande vitesse de rotation. Le processus d’extrusion intervient ainsi dans une tôle de métal sans préperçage.
- Au début du processus, un « cratère » se forme dans un premier temps.
- Puis la vis traverse la tôle en formant d’abord un « entonnoir de passage ».
- La pression d’appui réduite provoque des stries sur le filetage à filets multiples.
- Le filetage mécanique ainsi obtenu peut également recevoir une vis « normale » en cas de réparation.
- Après la formation de ce trou d’extrusion, la vitesse de rotation est diminuée, puis on procède au pré-serrage de la vis jusqu’à l’appui de la tête et enfin au serrage final de l’élément d’assemblage, selon les paramètres définis au préalable en matière de moment et d’angle de serrage.
- Assemblage à vis serrée
- Durée du processus de vissage <2 secondes
- Aucun élément de fixation complémentaire, notamment aucun écrou ni boulon : le passage et le filetage de la vis sont parfaitement compatibles.
- Il n’est plus nécessaire de procéder à un perçage ou un poinçonnage préparatoire des pièces.
Ce procédé permet non seulement l’assemblage de tôles de différents matériaux, mais affiche également des avantages clairs en termes de coûts et de durée des processus.
Ce mode de vissage convient-il cependant également en cas de tolérances fluctuantes et de variations dans les pièces ?
La qualité d’assemblage doit être garantie malgré les tolérances des différents éléments, comme :
- des variations de positions,
- des tolérances dans l’épaisseur des tôles,
- des tolérances dans les longueurs de vis,
- des différences structurelles.
En temps normal, les paramètres de vissage doivent être évalués dans le détail et séparément pour chaque élément vissé. Leurs mouvements et forces de distribution reposent habituellement sur un cylindre à air comprimé avec soupape proportionnelle. Dans certaines circonstances, la précision requise dans le changement de statut des forces et positions de distribution peut ne pas satisfaire aux exigences. Le comportement de l’air comprimé peut empêcher d’atteindre la précision souhaitée pour les différentes étapes du processus :
la transition de la réalisation du passage au marquage des stries sur le filetage est particulièrement critique. Une réduction anticipée de la vitesse de rotation du tournevis et/ou de la force de serrage présente le risque de ne pas entièrement former le passage.
- Une augmentation du moment de taraudage peut en revanche endommager la vis ou la pièce.
- Une inversion tardive conduit également à des dommages au filetage et ainsi à une dégradation de l’assemblage à vis.
Notre système à vis intelligent pour assemblages légers permet de réaliser des assemblages à vis fluo-extrudeuses automatisés et pilotés. On se prémunit ainsi entièrement du risque d’analyse complexe des paramètres de vissage.
Nous proposons une unité de montage adaptative pour réaliser les assemblages à vis fluo-extrudeuses avec entraînement électronique régulé, à la fois pour le processus d’avance et de vissage. Il est ainsi possible d’agir de façon très dynamique sur les valeurs de la force d’appui et de la vitesse de rotation du tournevis en fonction des conditions réelles, mesurées en continu.
Processus optimal : ajustement automatique des paramètres évolutifs
- La vitesse d’avance et l’avance sont fixées avec une grande précision et font l’objet d’un suivi.
- Identification précise et automatique des points de passage pertinents, grâce à un retour de données continu des modules de commande.
- Les modifications des paramètres nécessaires et dont la temporalité est critique sont enregistrées de façon autonome par les systèmes de vissage et d’avance.
- Sécurisation des paramètres de processus idéaux, indépendamment des tolérances des pièces ou des vis.
- Réduction significative du temps consacré à l’analyse et au paramétrage en amont.
Réduction au minimum des processus de réparation coûteux et complexes, causés par des passages mal formés, des vis résistantes ou des filetages endommagés.
Paramètres de processus idéaux : adaptés à chaque situation
- Les vis et les pièces sont exposées à des contraintes minimales.
- Développement de la documentation des processus de vissage par des données de processus complémentaires.
- La régulation électronique séparée de l’entraînement d’avance et de vissage offre des possibilités de paramétrage étendues. Ce système garantit une grande flexibilité dans le travail de différents matériaux et différentes combinaisons de matériaux.
Par ailleurs, l’utilisation de procédés de vissage spéciaux pour de nouveaux éléments d’assemblage permet la mise en œuvre de processus spécifiques à chaque application.