Unsere Servopressen sind unerlässliche Werkzeuge für die Qualitätssicherung Ihrer Montageprozesse. Die integrierte Kraft/Weg-Überwachung erlaubt eine hohe Flexibilität der Messungen und die Rückverfolgbarkeit der Montageschritte.
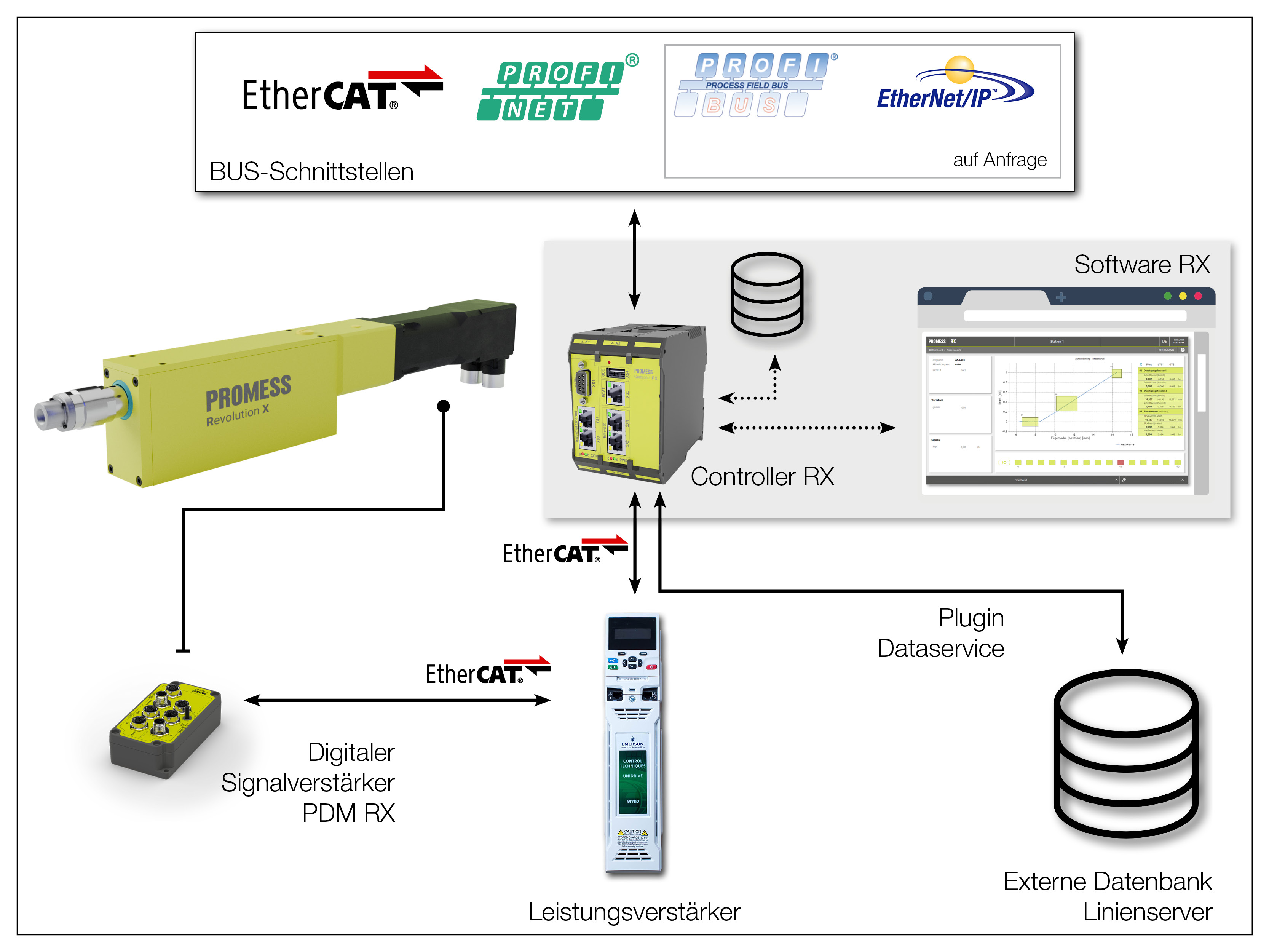
Die Servopressen der UFM V5-Reihe bestehen aus einer Mechanik mit integriertem Kraftsensor und Absolut Wegmesssystem, digitalem PDM-Verstärker, Frequenzumrichter und UFM V5-Software. Die Servopressen der RX-Reihe sind mechanisch ähnlich aufgebaut und werden durch den zentralen Controller RX und die Software RX gesteuert.
RX wurde von Grund auf neu entwickelt. Die grössten und auffälligsten Unterschiede liegen sicherlich in der Software (Web HMI, Nutzerführung...). Grundlegend wurden jedoch auch die Topologie überarbeitet (Controller ersetzt das Applikationsmodul und Feldbusmodul als zentrale Schnittstelle – EtherCAT). Eine höhere Abtastrate ermöglicht Anwendungen mit kürzeren Zykluszeiten.
Ein Wechsel ist grundsätzlich möglich, aber mit einem grösseren Aufwand verbunden. Zusätzlich zum elektrischen Umbau muss auch die SPS Einbindungen neu gemacht werden, da die alte Einbindung mit RX nicht kompatibel ist. Auch gilt es zu beachten, dass die Fügeprogramme neu geschrieben werden müssen, da UFM5 nicht mit RX kompatibel ist.
Für die Modelle die wir am Lager haben ist mit 4 bis 6 Arbeitswochen zu rechnen (Beschaffung des Zubehörs). Wir bieten auch Express-Lieferung gegen Aufpreis je nach Belastung der Produktionsabteilung an.
Triggerfunktionen sind Ereignisse, die nach bestimmten Bedingungen (Kraftbegrenzung, vorgegebene Position, usw.) ausgelöst werden. Sie ermöglichen eine sofortige Reaktion. Zum Beispiel, wenn eine Kraftgrenze überschritten wird, um die Bewegung der Presse zu stoppen und das Werkstück freizugeben. Die Trigger können für alle in der UFM V5-Software deklarierten Signale verwendet werden (Kraft, Position, externer Messtaster, Steigung, usw.).
Die Hüllkurve ermöglicht ein typisches Signalprofil mit einer oberen oder unteren Grenze oder beiden zu definieren. Wenn beispielsweise eine solche Kurve für das Kraft-/Positionssignal konfiguriert ist, überwacht die Pressensteuerung, dass das Kraft-/Positionssignal innerhalb der geforderten oberen und unteren Toleranzen bleibt. Wenn diese Toleranzen nicht eingehalten werden, wird das Teil von der Presse als schlecht deklariert (n.i.O).
Die Überwachung wird über eine definierte Position und ein definiertes Kraftintervall durchgeführt. Die Signaldurchgangsoptionen im Fenster sind: neutral, orientiert oder nicht erlaubt. Die Mittel-, Maximal- und Minimalwerte können innerhalb des Überwachungsgebiets berechnet werden.
Ja. Bei uns gibt es die Möglichkeit die Servopresse mit vorkonfektionierte Montageplatte (PSD, bereit für Schaltschrankmontage) oder kundenspezifischen Schaltschrank zu kaufen.
ProfiNET, ProfiBUS, etherCAT und ethernet IP sind unterstützt. Standard Bausteine gibt es für Siemens und Beckhoff PLC's.
Die Productionsdaten wie Variablen, Messwerte, usw. können aus der FeldBUS-Schnittstelle gezogen werden. Die Kurvendaten können nicht über diese Schnittstelle übertragen werden.

Produktmanager
Zuständigkeits-Bereich:
SERVOPRESSEN & HANDARBEITSPLÄTZE MIT SERVOPRESSE