
Der moderne Fahrzeugbau setzt im Karosseriebau auf Leichtbaustoffe anstelle von konventionellem Stahl, um eine Reduktion des Co2 und eine Verlängerung von Ladezyklen in der E-Mobilität zu erreichen. Die Wahl der richtigen Verbindungstechnik ist im Leichtbau deshalb von entscheidender Bedeutung. Im Karosseriebau der Automobilindustrie hat sich die Fliesslochverschraubung etabliert und bewährt. AxNum bietet mit einem intelligenten Schraubsystem eine Lösung für Ihre Anforderungen an Leichtbauverbindungen.
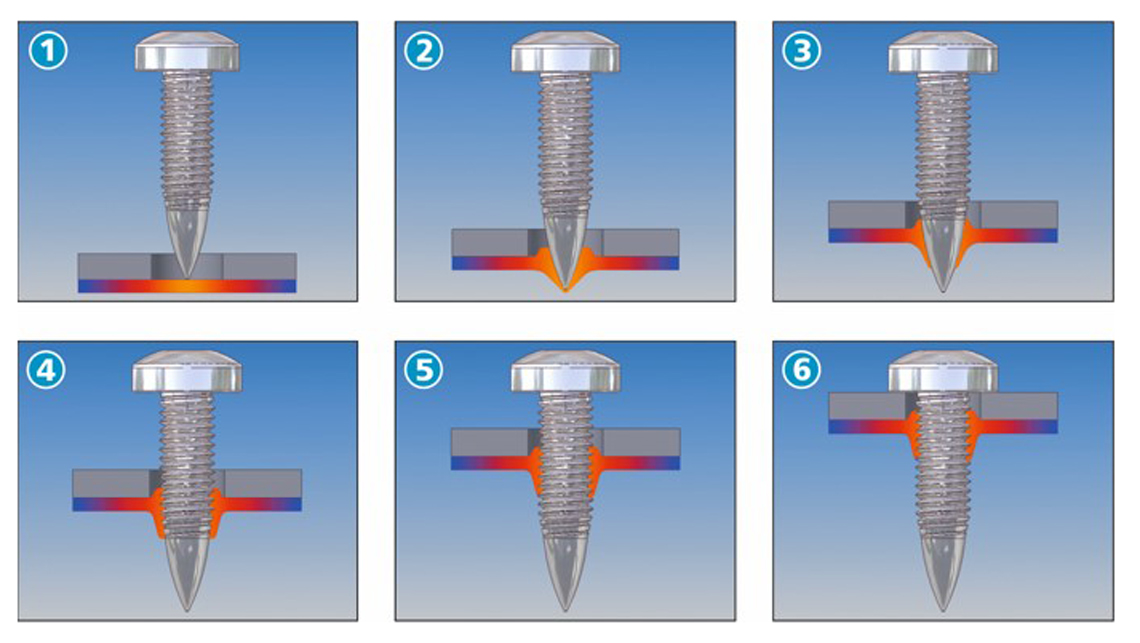
Die speziell geformte Spitze der sogenannten Fliessloch- oder Fliessformschraube generiert durch hohen Anpressdruck und hohe eine Drehzahl eine extrem hohe Reibungswärme. Somit entsteht ein Fliessprozess in einem nicht vorgebohrten Metallblech.
Dieses Verfahren erlaubt nicht nur das Verbinden von Blechen verschiedener Materialien, sondern bietet auch in Bezug auf Prozesskosten und -zeiten deutliche Vorteile.
Doch eignet sich dieses Schraubverfahren auch bei schwankenden Toleranzen und Bauteilvarianten?
Die Verbindungsqualität muss trotz Bauteiltoleranzen sichergestellt werden:
Normalerweise müssen für alle Schraubstellen die Schraubparameter aufwändig und separat ermittelt werden. Üblicherweise basieren deren Zustellbewegungen und -kräfte auf Druckluftzylinder mit Proportionalventil. Die notwendige Genauigkeit der Statusänderung von Zustellkräften und -positionen entsprechen dann unter Umständen nicht den Anforderungen. Das Verhalten komprimierter Luft kann verhindern, dass die einzelnen Prozessschritte mit der gewünschten Genauigkeit erfolgen:
Besonders kritisch ist dabei der Übergang von der Ausformung des Durchzuges zum Gewindefurchen. Hier besteht bei verfrühter Reduzierung von Schrauberdrehzahl und/oder Andruckkraft die Gefahr, dass der Durchzug nicht vollständig ausgebildet wird.
Unser intelligentes Schraubsystem für Leichtbauverbindungen ermöglicht eine automatisierte und gesteuerte Fliessformverschraubung. Das Risiko einer aufwändigen Schraubparameteranalyse entfällt somit gänzlich.
Wir bieten eine adaptive Montageeinheit für die Fliessformverschraubung mit einem geregelten elektronischen Antrieb sowohl für den Vorschub- als auch den Schraubprozess an sich an. Damit wird eine hochdynamische Beeinflussung der Prozessgrössen Andruckkraft und Schrauberdrehzahl abhängig vom kontinuierlich ermittelten Istzustand möglich.
Reduktion kostspieliger und aufwändiger Reparaturprozesse, verursacht durch unsauber geformte Durchzüge, schwergängige Schrauben oder zerstörte Gewinde, auf ein Minimum
Zudem wird die Verwendung spezieller Schraubverfahren für neue Verbindungselemente zur Umsetzung anwendungsspezifischer Prozessabläufe ermöglicht.

Produktmanager
Zuständigkeits-Bereich:
SCHRAUBTECHNIK & DRUCKLUFTMOTOREN, HAND- & PNEUMATIKPRESSEN