
Eine zuverlässige Vorspannkraft bei der Verschraubung von Schraubteilen ist von hoher Bedeutung. In der Regel wird das "Verschrauben auf vorbestimmtes Drehmoment" als Anzugsstrategie eingesetzt, da es wiederholbar qualitativ hochwertige Ergebnisse liefert.
Jedoch können beim Einsatz von selbstfurchenden und selbstschneidenden Schrauben Schwankungen in der Teilequalität auftreten. Diese Schwankungen können durch verschiedene Faktoren wie Änderungen in der Schrauben- und/oder Bohrungsgeometrie, dem Gefüge des Bauteilmaterials, wechselnde Oberflächenbeschaffenheiten des Schraubengewindes oder der Kernlochbohrung sowie federnde Elemente und Setzerscheinungen entstehen. Diese Schwankungen führen zu schwankenden Eindrehmomenten während des Form- oder Schneidprozesses, was wiederum zu unerwünschten Konsequenzen führen kann.
Die unerwünschten Konsequenzen können sich in Beschädigungen von Schraube oder Schraubteil (Bruch), Versagen der Schraubverbindungen (Verlust der Vorspannkraft) oder Nichterreichen der Schraubenkopfauflage äussern.
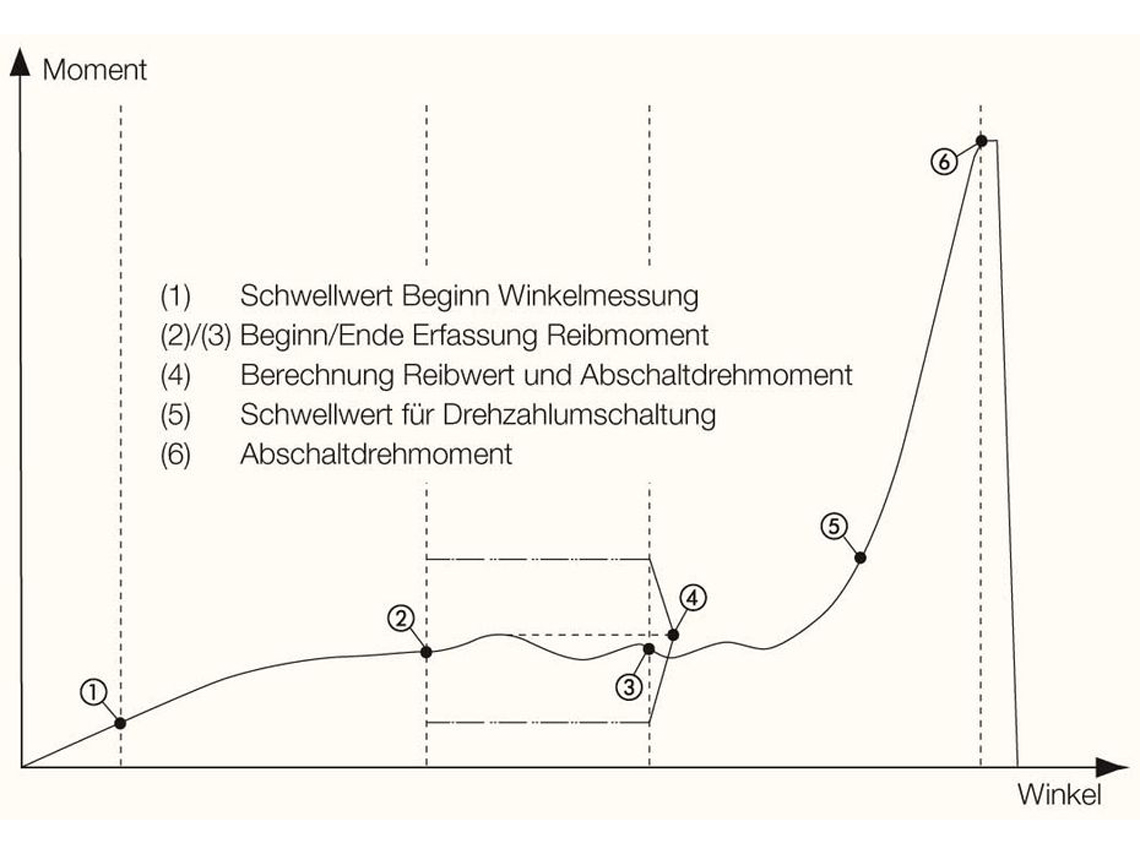
Eine Lösung für diese Herausforderungen bietet das Reibwertverfahren. Während des Einschraubens werden die für den Form- oder Schneidprozess aufgebrachten Eindrehmomente in einem parametrierbaren Winkelbereich aufgenommen und daraus ein Mittelwert (=Reibwert) berechnet. Über ein Schwellenmoment bestimmt der Reibwert den weiteren Anzug um ein Differenzmoment. Das Abschaltmoment ergibt sich aus der Summe vom Reibwert und dem Differenzmoment.
Der Vorteil bei diesem Verfahren liegt darin, dass die geforderte Vorspannkraft, auch bei sich verändernden Drehmomentwerten, prozesssicher aufgebracht wird.
Der Nachteil besteht darin, dass die Endanzugswerte, bedingt durch die schwankenden Reibwerte, nicht konstant sind. Aus diesem Grund ist eine Qualitätsbewertung der Einzelverschraubungen über die Endanzugswerte (z.B. über Cmk-Index) nicht möglich. Alternativ verfügbare Messgrössen zur Qualitätsbewertung sind der Differenzmomentwert oder ein Drehwinkelwert, gemessen vom Schwellenmoment bis zum Erreichen des Abschaltmoments.
Eine zuverlässige Vorspannkraft ist bei Schraubverbindungen von hoher Bedeutung. Diese wird jedoch durch schwankende Drehmomentwerte bei selbstfurchenden und selbstschneidenden Schrauben herausgefordert. Hier bietet das Reibwertverfahren eine Lösung, da es trotz schwankender Eindrehmomente eine prozesssichere Vorspannkraft ermöglicht. Allerdings sind die Endanzugswerte bedingt durch die schwankenden Reibwerte nicht konstant, was eine Qualitätsbewertung der Einzelverschraubungen über die Endanzugswerte nicht zulässt. Alternativ können der Differenzmomentwert oder ein Drehwinkelwert als Messgrössen für die Qualitätsbewertung herangezogen werden. Insgesamt trägt das Reibwertverfahren dazu bei, die Prozesssicherheit und Qualität bei Schraubverbindungen zu erhöhen.

Produktmanager
Zuständigkeits-Bereich:
SCHRAUBTECHNIK & DRUCKLUFTMOTOREN, HAND- & PNEUMATIKPRESSEN