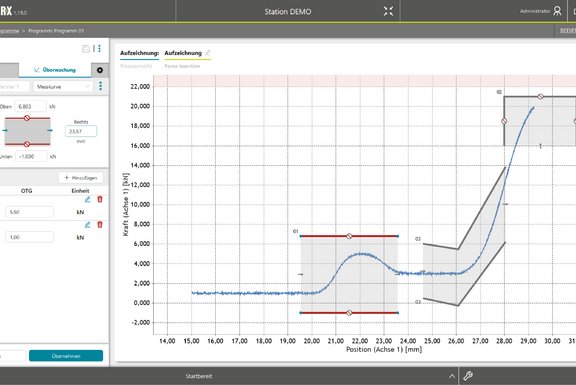
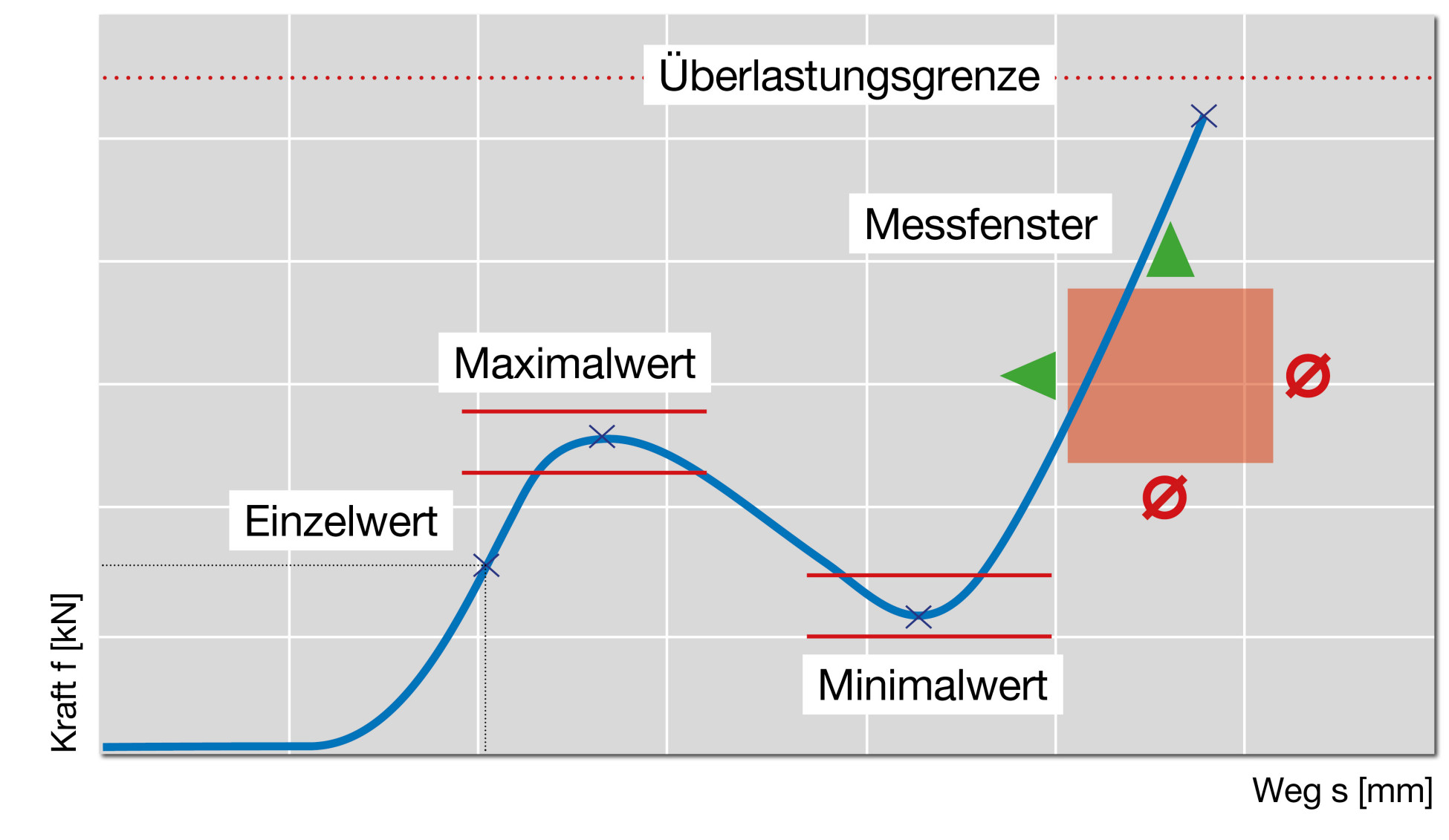
Während des Fügeprozesses werden die Kraft-Weg-Verläufe überwacht. Dadurch sparen Sie eine zusätzliche Kontrolle und eine weitere Arbeitsstation. Ihre Teile werden unmittelbar, aufgrund der definierten Parameter, in Gut-/Schlecht-Teile sortiert.
Dies ist ein Sonderfall des Einpressen auf Position. Es dient dazu, die Verformungseinflüsse der Teile zu kompensieren und einen sehr genauen Zusammenbau zu gewährleisten. Für iterative Operationen ist ein Tastkopf erforderlich. Beim ersten Durchlauf wird das Bauteil in der Regel etwas zu hoch positioniert, die Servopresse wird angehoben und mit dem Tastkopf eine Messung durchgeführt, um die beim zweiten Durchlauf vorzunehmenden Korrekturen zu bestimmen. Diese Operationen werden mehrmals wiederholt, bis die gewünschten Toleranzen erreicht sind.
Das Newton (Symbol N) ist die internationale Einheit der Kraftmessung.
Einfach ausgedrückt entspricht 1N ca. 100gr oder 0,1kg.
1kg = 10N
10kg = 100N
100kg = 1'000N
1'000kg = 1t = 10'000N = 10kN
10'000kg = 10t = 100'000N = 100kN
Das Coulomb (Symbol C) ist die internationale Einheit der elektrischen Ladung. 1 Coulomb entspricht der Ladung, die während 1 Sekunde mit einer Stromintensität von 1A durch ein Leiter fliesst.
1C ist eine relative hohe Ladung. In unseren Anwendungen sind die Ladungswerte sehr niedrig. Dewegen wird sehr oft das Präfix "Pico" verwendet.
1pC = 10-12C
Diese Masseinheit bezieht sich auf die Empfindlichkeit von Piezo-Kraftaufnehmer.
Um hochgenaue Kraftmessungen durchführen zu können, müssen unter Umständen nichtlineare Effekte des Kraftaufnehmer-Ausgangssignals kompensiert werden. Dies wird durch eine optimale Verteilung der Kalibrierpunkte und die Durchführung einer Kennfeldkalibrierung auf 10-Punkte erreicht.
Die Servopressen sind mit Direkt- oder Spielfreien-Antrieben ausgestattet. Die Wegmessung erfolgt direkt über den hochauflösenden Encoder an der Rückseite des Motors.
Die Genauigkeit des Wegmesssystems beträgt im thermisch eingeschwungenen Zustand <0,01mm. Höhere Genauigkeiten sind auf Anfrage erhältlich.
Bei einer 2-Punkt Kalibrierung wird die Messgenauigkeit innerhalb von ±1% des Nennkraftbereichs garantiert. Für eine Kennfeldkalibrierung auf 10-Punkten wird eine Messgenauigkeit von ±0,5% garantiert. Je nach Anwendung können diese Werte deutlich verbessert werden.
Nennkraft: 1'000N
Messgenauigkeit ±1%: ±10N
Nennkraft: 1'000N
Messgenauigkeit ±0,5%: ±5N
Ja, Zugmessungen sind möglich. Bei einigen Modellen kann die maximal zulässige Zugkraft jedoch kleiner als der Nennkraftbereich der Servopresse sein. Weitere Informationen entnehmen Sie bitte den Datenblättern. Für eine Kalibrierung des Zugaufnehmers wird ein Aufpreis verechnet.
Die numerische Steigung des Kraftsignals ist ein Signal, das von der UFM V5-Software in Echtzeit berechnet wird. Sie entspricht der mathematischen Ableitung des Kraft/ Positionssignals. Dieses Signal kann besonders nützlich sein, um schnelle Änderungen des Kraftsignals zu erkennen. Zum Beispiel: Werkzeugbruch, Einclipsen, Durchgang in einer Nut, usw.

Produktmanager
Zuständigkeits-Bereich:
SERVOPRESSEN & HANDARBEITSPLÄTZE MIT SERVOPRESSE